Kết nối với chúng tôi
Hotline: 0949 215 266 Hotline: 0943 567 266
Hotline: 0983 248 266 Hotline: 0974 258 266


CẢM ƠN QUÝ KHÁCH HÀNG ĐÃ TIN TƯỞNG VÀ ĐỒNG HÀNH CÙNG MTA
TẠI SAO CHỌN MTA
Công ty Hệ Thống Tự Động MTA thành lập năm 2010. Sau hơn 10 năm phát triển, MTA trở thành công ty hàng đầu Việt Nam trong sản xuất, cung cấp Máy Cắt CNC Laser, Máy hàn Laser, Máy cắt CNC Plasma - Oxy Gas. Máy CNC MTA đã có thương hiệu trên thị trường và được nhiều đơn vị sử dụng, đánh giá cao về chất lượng máy tốt, sản phẩm gia công đẹp, đạt độ sắc nét và tinh xảo; hỗ trợ kỹ thuật chuyên nghiệp, tận tâm.
Hiện MTA có nhà máy sản xuất lớn tại Hà Nội được trang bị đầy đủ máy móc hiện đại và các thiết bị đo lường độ chính xác cao cùng với hệ thống văn phòng đại diện ở cả hai miền Nam Bắc luôn sẵn máy, linh kiện thay thế và kỹ thuật thường trực hỗ trợ khách hàng mọi lúc, mọi nơi một cách nhanh chóng và hiệu quả.

MTA tham gia triển lãm

MTA nhận bằng khen

MTA tặng thiết bị cho trường học ở miền núi khó khăn

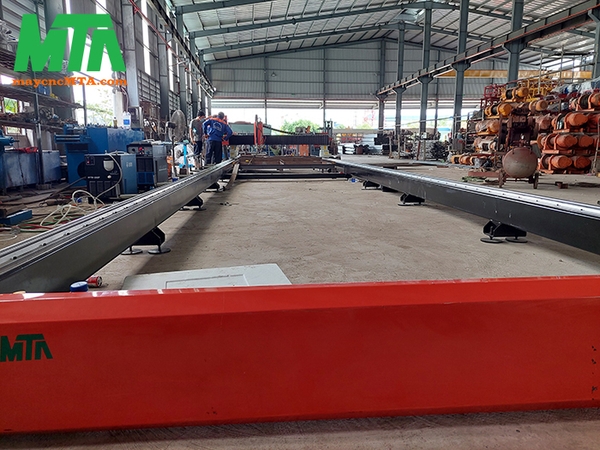
Nhà máy sản xuất rộng lớn của MTA



MÁY CẮT PLASMA CNC PROCUT
Xem tất cả

MÁY CẮT PLASMA CNC MAXPRO
Xem tất cả


MÁY HÀN LASER
Xem tất cả




Bàn giao Máy hàn Laser cho công ty 100% vốn Hàn Quốc tại Bắc Ninh
13/01/2024
Lắp đặt và bàn giao công nghệ Máy cắt CNC Laser cho khách hàng là công ty 100% vốn đầu tư Hàn Quốc tại Bắc Ninh. Máy hàn laser cầm tay có...

Lắp Máy cắt Laser cắt ống hộp ở Thái Bình
13/01/2024
Công ty MTA hoàn thành lắp đặt và chuyển giao công nghệ Máy Laser cắt ống hộp cho khách hàng tại Thái Bình chuyên gia công cơ khí vật liệu...

Bàn giao và nghiệm thu Máy cắt Laser 3000W tại Nam Định
05/01/2024
Công ty MTA hoàn thiện bàn giao lắp đặt Máy cắt CNC Laser Fiber cho khách hàng tại Nam Định chuyên gia công cơ khí các độ dày vật liệu...
Cung Cấp Linh Kiện Máy CNC, Máy Cắt Plasma CNC, Máy Chấn Tôn CNC24H.COM
Chat hỗ trợ
Chat ngay